
A high-quality review depends on a team's ability to evaluate credible scenarios. Our What-If PHA Tool provides a systematic Excel framework to support your experts in identifying technical hazards, facilitating the rigorous documentation required by OSHA PSM and EPA RMP standards.
*See Professional Disclaimer regarding hazard identification.
1,000+ Total Prompts
Includes a 725+ question base library plus API 750, Tank, and SPCC specialized modules.
Automated Risk Logic
Standardized Risk = Likelihood x Severity logic built directly into the Excel framework.
Immediate Implementation
Stop building from scratch. An organized environment ready for immediate study sessions.
Your purchase is securely processed by PayPal.
Delivered in minutes: How it works.
Technical Infrastructure: A Standardized Framework & PHA Template for Excel
-
Total Question Library of over 1,000 items.
Includes pre-loaded General Review questions plus specialized modules for API 750, Tank Instrumentation, and SPCC rules. - Consistent PHA Framework: Designed for efficient, repeatable studies across different process areas.
- Automated Logic: Simplified imports for equipment data and normalized lookup tables to reduce manual entry error.
- Native Reporting: Leverage Excel's capabilities to export professional-grade PDF or HTML reports instantly.
- Customizable Risk Matrix: Pre-loaded with industry-standard math (Risk = Likelihood x Severity), fully adjustable to your facility’s standards.
- VBA Transparency: Complete access to the source code for internal customization or integration.
What you get: 30 days of technical onboarding, full Excel tool, 1,000+ question library, risk matrix templates, and comprehensive PDF instructions.
Get employees home safely each day!
How do we do this?
We minimize risk. Our Intro Process Hazard Analysis Video provides an easy to understand real-world example of What-If PHA, risk, and risk mitigation.
What is risk?
Risk is the possibility of losing something of value. Risk can also be defined as the intentional interaction with uncertainty. Uncertainty is a potential, unpredictable, and uncontrollable outcome; risk is a consequence of action taken despite uncertainty.
Risk perception is the subjective judgment people make about the severity and probability of a risk and may vary person to person, and company to company. Any human endeavor carries some risk, but some are much riskier than others.
So where does IndustryDocs What-If Process Hazards Analysis (PHA) play a role in risk minimization at your facility?
Our What-If PHA provides a systematic approach for evaluating risk in your workplace with an easy-to-use spreadsheet tool. What-If PHA is populated by employees that understand operations, maintenance, and process hazard.
Where do you begin?
You begin by gathering ALL information related to previous incidents. What has happened? Why did it happen? Were there injuries? What was done to prevent a recurrence? Have there been “like” incidents since?
And don’t forget "near-misses" or “almost tragedies”, averted by a stroke of luck or quick employee actions, preventing major incidents! What about incidents where there were no injuries; however, there were thousands of dollars of waste or off-specification product?
One of the great benefits of a process hazards analysis is that the PHA team can dig into countless areas where the bottom line of an organization can be adversely impacted.
Once previous incidents have been identified and reviewed, a true starting point to study hazards at your facility can begin.
The next step…Get organized
You may not realize it or truly understand the organization of your facility but nearly every facility has some straightforward levels of organization. This can be areas and resources such as the following:
- Specified areas (basement, tankage, process, off sites, utility, shop, shipping and receiving, truck loading, rail loading, area 1, area 2, area 3, part warehouse, etc.)
- Equipment list
- Instrument list
The above simply touches on how facilities have been organized; some facilities are organized down to micro levels of minutiae and this type of organization can easily benefit from risk evaluation by allowing the PHA team to dig deep into the details. However, to fully support a comprehensive review of hazards in a facility such detail is not required.
Quick Start with What-if PHA
The most efficient way to begin the PHA process is to identify the physical areas of your facility then identify the equipment within each area. Next, place the data into a spreadsheet and use the Import Equipment feature within What-if PHA (see Lookup Tables; Import Equipment).
This list becomes “The Where and What you will be evaluating” for the entire PHA study. An inclusive list of AREAS and EQUIPMENT within the process is a must for any PHA! The software does a great job of allowing the user to populate a spreadsheet and perform an import.
Previous Incidents -- Once all areas and equipment have been organized, review this list against your account of previous incidents. From these previous incidents, devise a set of questions that cover each equipment item complete with a question and a scenario. As an example, based on a previous incident that resulted in an injury you would want to cover the following:
- Question: Have the changes made as a result of the incident been fully implemented?
- Consequence/Hazard: Changes requested from previous incident were not fully implemented thereby allowing a repeat of the previous accident.
- Safeguards: Management funded all required changes; however, the training requirements have not been incorporated into the training curriculum.
- Recommendation: Incorporate training into the curriculum.
The above is an example and there are many more the team will most likely bring to the forefront. The object is to assure the actions accepted by management have all been implemented for all previous incidents since the most recent PHA.
What is the Master What-If Question Table?
The software provides a sampling of a set of questions that the user can either use or expand upon for their PHA study within the Master Question Table worksheet. For each question the user can apply specific equipment types. Once the desired questions and equipment references have been entered, the user can use this as a library for present and future PHAs under the Select Questions worksheet. The Select Question worksheet allows the user to filter by a question category and equipment type; a feature that will add significantly to the management of a question set.
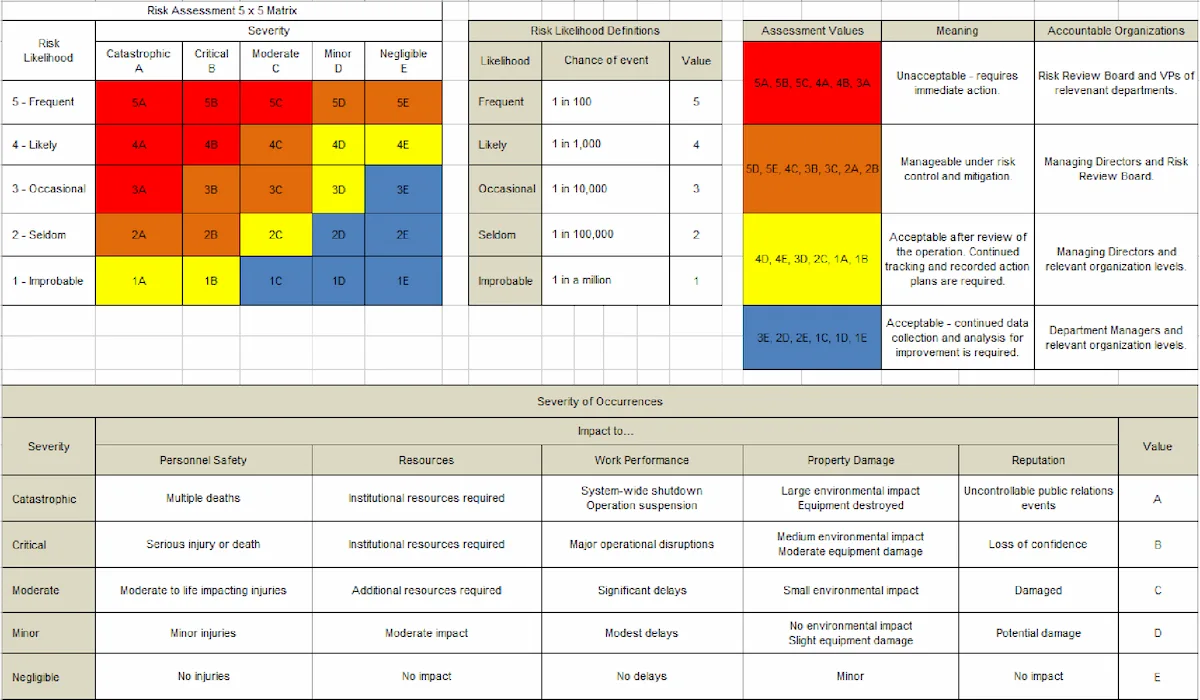
The What-If Matrix
Although the software provides an industry compatible risk ranking matrix, the user can customize this within the workbook. Please see the What-If PHA Instructions or Contact us regarding Risk Matrix Customization. The Risk Matrix section of the software is where the formula,
Risk = Likelihood x Consequence
is specified for the system to calculate risk for each What-If question. As an example, if we were to look at the risk of an airplane crash into the main process area of a facility we could say:
What is the likelihood of an airplane crash into our facility? The first question one might ask is, “How close is the facility to an approach path for an airport? Is this a commercial airport or a small airplane landing area? Has a plane crashed into the facility before? If the answers to the above are, no airport nearby, has never occurred, and the likelihood is deemed to be “Improbable” the software would assign the event a Likelihood Value of 1.
Next, we would look at consequence and completely erase the word likelihood out of the equation because consequence has NOTHING to do with the likelihood. Regardless, a crash into a facility would most likely be catastrophic. According to the consequence table, the software would assign the event a Consequence Value of A - “Catastrophic”.
The calculation for the overall risk would be 1A (likelihood X consequence). In summary the assessment value within the table provided classifies this as “Acceptable after review of the operation. Continued tracking and recorded action plans are required.”
This may require management to incorporate the crash of an airplane into the facility into their disaster recovery plan, which in most instances is a standard approach for most operators.
Load the software and begin your PHA?
Yes, a user can use the What-if Sample worksheet and begin by copying the worksheet to a new name, deleting unwanted contents, and begin. In fact, this may be the best way to get acclimated to the PHA process. You will soon see that most cells are unprotected; however, ensure that structural table changes are not made as this will break the workbook's automation. Otherwise, the user is free to populate the worksheet as required.
Ad-hoc PHAs for review of new equipment, new process, new chemical, etc.?
The software is intended for regulation mandated hazards analysis; however, that said, it is an excellent tool for the evaluation of any change that a facility is looking at implementing. As an example, the management of change process can be embellished significantly if the proposed change includes a copy of the worksheet containing a small question set that includes the risk calculation. This would support government audits for showing the impact of the change per Process safety management of highly hazardous chemicals -- 29 CFR 1910.119(l)(1):
The employer shall establish and implement written procedures to manage changes (except for "replacements in kind") to process chemicals, technology, equipment, and procedures; and, changes to facilities that affect a covered process.
To mitigate risks in your facility why not purchase our software?
Sample of included PHA questions:
- What if hazardous materials form vapor clouds in excess of exposure limits?
- What if materials form acutely toxic vapor clouds?
- What if materials form carcinogenic vapor clouds?
- What if materials form flammable vapor clouds?
- What if materials form combustible vapor clouds?
View Extended Sample (100 examples from the 1,000+ Library)
- What if hazardous shock-sensitive materials are subject to heat or shock?
- What if materials become unstable with age?
- What if pyrophoric materials are exposed to air or water?
- What if volatile materials are released in excess of specified law or regulation?
- What if hazardous reactions or decompositions develop due to improper storage?
- What if hazardous reactions or decompositions develop due to foreign materials?
- What if hazardous reactions or decompositions develop due to abnormal process conditions (temp, press, eg.)?
- What if hazardous reactions or decompositions develop due to abnormal flow rates?
- What if hazardous reactions or decompositions develop due to missing or misproportioned ingredients, reactants or catalysts?
- What if hazardous reactions or decompositions develop due to a reactive material being exposed to an incompatible material?
- What if mechanical failures cause a hazardous reaction or decomposition?
- What if improper operation causes a hazardous reaction or decomposition?
- What if sudden or gradual blockage or buildup in equipment causes a hazardous reaction or decomposition?
- What if overheating residual material in equipment causes a hazardous reaction or decomposition?
- What if utility failure causes a hazardous reaction or decomposition?
- What if equipment started out of sequence causes a hazardous reaction or decomposition?
- What if a runaway hazardous reaction occurs?
- What if quenching, shortstopping, dumping, or venting fail on an existing runaway reaction?
- What if rapid passivation or disposal of reactants if required?
- What if flow through one or more pathways stops in a heat-integrated unit and temperature becomes uncontrollable?
- What if a polymerization reaction gets out of control and there is an uncontrolled buildup of heat or pressure?
- What if inhibitors are missing or misproportioned in materials?
- What if inhibitor levels decrease rapidly due to improper storage temperature?
- What if inhibitors separate out of a material due to improper storage temperature?
- What if the oxygen level is incorrect as required by a particular inhibitor?
- What if vapors condense, forming polymers and blocking vents or flame arrestors?
- What if there is a failure of refrigeration or cryogenic systems for storage tank pressure reduction?
- What if potentially explosive dusts stored in large bins are ignited?
- What if large inventories of flammables stored inside buildings suffer a release or ignition?
- What if large inventories of toxics stored inside buildings suffer a release?
- What if there is a release of hazardous or toxic materials stored above their atmospheric?
- What if hazardous or toxic materials stored above their atmospheric are improperly handled?
- What if hazardous or toxic materials above their atmospheric are improperly stored?
- What if incompatible materials are stored in the same area and they come in contact?
- What if raw materials are improperly identified?
- What if raw materials may be easily mistaken for one another?
- What if raw material quality is not as expected?
- What if raw materials are contaminated with common materials such as water, air, rust, oil, cleaning agents, or metals?
- What if an extreme weather condition adversely affects a raw or process material?
- What if there is a failure to identify a hazardous material that could have been eliminated?
- What if there is failure to evaluate alternative processes with less toxic/reactive/flammable raw materials, intermediates, or by-products?
- What if hazardous material inventories are excessive?
- What if hazardous material storage tank sizes or quantities are excessive?
- What if processing equipment is not selected and designed for the minimization of hazardous material inventories?
- What if hazardous material (for example, chlorine) is not minimized due to a feed unnecessarily in the form of a liquid instead of a gas?
- What if processing equipment is not selected and designed for the elimination of hazardous intermediates?
- What if process steps have not been examined for a reduction in complexity and the number of vessels, feed streams, utilities, and auxiliary systems?
- What if the process in not being performed under the safest possible conditions?
- What if the supply pressure of raw materials is unnecessarily above the working pressure of the vessels receiving them?
- What if reaction conditions (e.g., temperature, pressure) are unnecessarily severe due to the use of a less than ideal catalyst or lack of recycle flows to compensate for lower yields?
- What if hazardous wastes are not minimized?
- What if waste streams are not recycled?
- What if all solvents, diluents, or “carriers” are not recycled?
- What if use of solvents, diluents, or “carriers” is not minimized?
- What if useful by-products are not recovered from waste streams?
- What if hazardous byproducts are not extracted to reduce the overall volume of hazardous waste?
- What if washing operations are not optimized to reduce the volume of wastewater?
- What if hazardous wastes are not segregated from non-hazardous wastes?
- What if materials of construction are not compatible with the process materials involved?
- What if changes have been made in process equipment or operating parameters since the previous safety review?
- What if changes have occurred in the composition of raw materials, intermediates, or products since the previous safety review?
- What if the size of relief and flare systems is inadequate in view of process changes since the last hazard evaluation?
- What if the size of vents and drains is inadequate in view of process changes since the last hazard evaluation?
- What if the size of other process equipment is inadequate in view of process changes since the last hazard evaluation?
- What if safety margins have been narrowed by design or operating changes (e.g., to reduce cost, increase capacity, improve quality, or change products)?
- What if hazards are created by the loss of each feed, and by simultaneous loss of two or more feeds?
- What if hazards result from loss of electricity?
- What if hazards result from loss of cooling water?
- What if hazards result from loss of high, medium, or low pressure steam?
- What if hazards result from loss of refrigerant/brine?
- What if hazards result from loss of instrument air?
- What if hazards result from loss of instrument electric power?
- What if hazards result from loss of process water?
- What if hazards result from loss of inert gas?
- What if hazards result from loss of deionized water?
- What if hazards result from loss of fuel gas/oil gas?
- What if hazards result from loss of ventilation?
- What if hazards result from loss of natural gas pilot?
- What if hazards result from loss of process drain sewer?
- What if hazards result from loss of two or more utilities?
- What if the most severe credible incident occurs as a reasonable combination of utility losses?
- What if an external fire creates hazardous internal process conditions?
- What if the facility and company have limited experience with the process?
- What if the facility and company have limited experience with the process and there is not substantial industry experience?
- What if the company is not a member of industry groups that share experience with particular chemicals or processes?
- What if the unit is critical to overall facility operations?
- What if shutdown of this unit requires other units to be shut down as well?
- What if the unit is located; so that, intra-site transportation of hazardous materials is not minimized?
- What if the unit is located; so that, off-site transportation of hazardous materials is not minimized?
- What if the unit poses hazards to the workers in the control room or adjacent units from toxic, corrosive, or flammable sprays, fumes, mists, or vapors?
- What if the unit poses hazards to the public or to workers in nearby office or shop areas from toxic, corrosive, or flammable sprays, fumes, mists, or vapors?
- What if the unit poses hazards to the workers in the control room or adjacent units from thermal radiation from fires (including flares)?
- What if the unit poses hazards to the public or to workers in nearby office or shop areas from thermal radiation from fires (including flares)?
- What if the unit poses hazards to the workers in the control room or adjacent units from overpressure from explosions?
- What if the unit poses hazards to the public or to workers in nearby office or shop areas from overpressure from explosions?
Used by Safety Professionals
Trusted across the Chemical, Energy, and Manufacturing sectors since 2016.
Based on Real Incident Data
Our 1,000+ question library is informed by historical industrial accident lessons.
Focused on Prevention
A practical, systematic approach to risk reduction and OSHA/EPA compliance.
PHA Guidance as a Service
A hazard is an inherent physical or chemical characteristic that has the potential for causing harm. A hazard evaluation is an organized effort to identify and analyze the significance of hazardous situations associated with a process or an activity. Although there are multiple hazard evaluation techniques (Fault Tree, Hazard and Operability Analysis, Fault Tree Analysis, Failure Modes and Effects Analysis, etc., we chose to develop an interface to manage one of the most popular Process Hazards Analysis (PHA) techniques, What If Analysis. Our What If PHA provides an easy-to-use interface to efficiently organize a review of hazards for your process/system utilizing the What If Analysis technique.
Prior to embarking on a What If Analysis, particularly if this is the first study at your facility, we recommend that the designated PHA team leader in the study, as well as other members of the team, get an overview of the PHA process. This includes a full understanding of the importance of the study, guidance for assurance the team structure is comprised of the appropriate personnel, and common pitfalls to avoid when conducting the study. In addition, we provide the important foundational preparatory steps that should be followed prior to the start of the study.
What If PHA provides the framework to establish likelihood and consequence risk ranking for assets within your facility environment and allows an easy-to use interface for organizing real-life scenarios of situations that can occur or may have already occurred at your facility. The software makes the hazard evaluation process easier to achieve. However, that said, embarking on a hazard evaluation effort at your facility without the proper guidance can be daunting. The potential exists to overlook areas of risk within your facility.
WE CAN HELP. We have personnel that have decades of industry hazard evaluation experience utilizing the What If PHA technique. Their expertise includes experience within a multitude of industries that ideally suits them to provide the necessary guidance before you begin your study. We feel this guidance approach assures your study has the best opportunity for success. We perform this service world-wide (English language only at present) via the Microsoft Teams meeting interface. We include:
- Preparing for the study
- Organization of data to support the PHA
- Safe work practices
- Review of known hazards
- Review of applicable codes and standards
- Equipment codes, standards, and company requirements
- Equipment inspection and testing records
- Metallurgical testing records
- The importance of near-miss and previous incident/accident reports
- Process safety information – how much is enough
- Importance of training records
- Managing system boundaries
- Managing recommendations and the required follow-up
Our guidance will touch on each of the above topics as well any questions regarding the use of the software. Call or email for details.
Risk and Safety Resources
Combustible Dust Resources
Making Sense of Combustible-Dust Hazard Analysis
NFPA 652 - Combustible Dust Compliance - Step by Step Guide
OSHA - Hazard Alert: Combustible Dust Explosions
OSHA - Combustible Dust Poster
Combustible Dust Acronyms and Glossary
Risk and Safety Periodicals
Loss Prevention Bulletin - Improving process safety by sharing experience
Process Safety Progress - Chemical and hydrocarbon process safety and loss prevention
Professional Safety - Journal of the American Society of Safety Engineers
Risk Analysis - Research and commentaries dealing with risk issues
Safety and Reliability Society Journal - Academia and industry papers on safety and reliability
PHA Software
LEADER™ PHA Software by ABS Group
What-If PHA Resources
- Step-by-step instructions accompanied by screenshots for our What-IF PHA Automated Spreadsheet. See how your questions, scenarios, risk, and equipment are managed.
- Develop a thorough, orderly, systematic approach for identifying, evaluating, and controlling potential hazards within a process involving potentially hazardous chemicals.
- Ammonia Process Question Set suitable for Refrigeration Systems and OSHA PSM and EPA Risk Management. Question set provided in Microsoft Excel Format.